Schweissen von üblichen Stählen
Unlegierte Stähle
Unlegierte Stähle haben eine Tendenz zur Kaltrissbildung und müssen in vielen Fällen durch
Vorwärmen in den Zustand der guten Schweissbarkeit gebracht werden.
Vorwärmen:
| C < 0.2 %: |
|
ohne Vorwärmen (bis 30 mm Werkstückstärke)
oder 100°C gegen die Feuchtigkeit |
| C: 0.2 bis 0.5 %: |
|
Vorwärmtemperatur 100 bis 300°C |
| C > 0.5 %: |
|
Vorwärmtemperatur 300 bis 350°C |
Mögliche Nachbehandlungen:
- Spannungsarmglühen
- Normalisieren
Niedriglegierte Stähle
Unlegierte Stähle haben eine Tendenz zur Kaltrissbildung und müssen in vielen Fällen durch
Vorwärmen in den Zustand der guten Schweissbarkeit gebracht werden.
Vorwärmen:
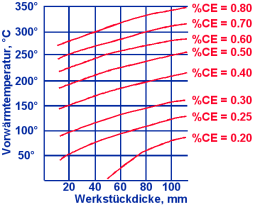
Diagramm von Séférian
Mögliche Nachbehandlungen:
- Spannungsarmglühen
- Vergüten
Vergütete und mikrolegierte Feinkornbaustähle
Vergütete und mikrolegierte Feinkornbaustähle haben eine akute Tendenz zur Kaltrissbildung durch Wasserstoffaufnahme.
Sie werden leicht vorgewärmt und mit relativ niedriger Streckenenergie geschweisst, damit die Wärmeeinflusszone greing bleibt.
Die Zusatzwerkstoffe müssen trocken sein.
Vorwärmen:
- in Abhängigkeit der Stahlqualität, oft 100°C (max. 200°C)
Schweissen:
- Mit relativ niedriger Streckenenergie
Nachbehandlung
Austenitische Manganhartstähle
Austenitische Manganhartstähle mit einem Mangangehalt von 14% (Hadfield steels)
haben die Tendenz unter Wärmeeinfluss versprödende Karbide zu bilden.
Sie sind deshalb unbedingt ohne Vorwärmen (ev. sogar unter Kühlung) mit wenig Wärmeeinbringung
zu schweissen.
Vorwärmen:
- Kein Vorwärmen (ev. unter Kühlung schweissen)
Nachbehandlung:
Nichtrostende austenitische Stähle
Nichtrostende austenitische Stähle haben eine Tendenz zur Warmrissbildung und müssen deshalb
einerseits in sauberem Zustand und anderseits mit niedriger Streckenenergie geschweisst
werden.
Schweissbarkeit: Achtung auf Chromkarbidbildung in den Korngrenzen von Stählen mit einem
Kohlenstoffgehalt von mehr als 0.04 %.
Vorwärmen:
Zusatzwerkstoff
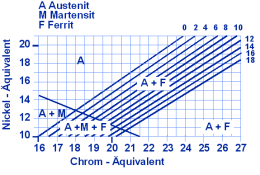
Diagramm nach DeLong
Schweissen
- Mit niedriger Streckenenergie
Nachbehandlung
- Lösungsglühen, falls erforderlich
Bemerkung zur Durchführung von Schweissarbeiten: Kein Oel und Fett oder Fettstifte, Reinigen der Schweissnaht mit
nichtrostender Bürste
Martensitische Chromstähle
Vorwärmen:
- Schweissbarkeit: beschränkt
- Vorwärmen: 250°C bis 450°C (In Abhängigkeit der Zusammensetzung)
Nachbehandlung
- Langsames Abkühlen auf 120°C (Martensitische Umwandlung) und
Glühen bei 750° oder Vergüten (oft 1000°C/Oel und Anlassen im Allgemeinen bei
750°C).
Bemerkung: Achtung Chromkarbidbildung zwischen 500 und 650°C!
Sicherheit: Lichtbogenschweissen
siehe Kapitel Sicherheit
Für mehr Information oder technische Beratung,
bitte kontaktieren Sie uns.
|
