Soudabilité des aciers d'usage courant
Aciers non-alliés
Les aciers non-alliés ont une tendance à la fissuration à froid. Dans bien des
cas, un préchauffage est nécessaire pour assurer une bonne soudabilité.
Préchauffage:
| C < 0.2 %: |
|
aucun (jusqu'à une épaisseur de 30 mm)
ou dégourdissage à env. 100°C |
| C: 0.2 à 0.5 %: |
|
préchauffage 100 à 300°C |
| C > 0.5 %: |
|
préchauffage 300 à 350°C |
Traitement ultérieur éventuel:
- Recuit de détente
- Recuit de normalisation
Aciers faiblement alliés
Les aciers faiblement alliés ont une tendance à la fissuration à froid. Dans
bien des cas, un préchauffage est nécessaire pour assurer une bonne
soudabilité.
Préchauffage:
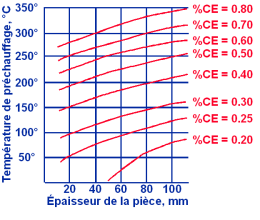
Diagramme de Séférian
Traitement ultérieur éventuel:
- Recuit de détente
- Traitement de trempe et revenu
Aciers à grain fin
Les aciers à grain fin ont une tendance à la fissuration à froid par absorption
d'hydrogène.
Ils seront soudés avec une énergie spécifique de soudage relativement basse afin
de limiter la zone affectée par la chaleur.
Préchauffage: en fonction de l'acier, généralement à 100°C (max. 200°C)
Soudage: à énergie spécifique de soudage modérée
Traitement ultérieur: en général pas nécessaire
Aciers au manganèse
Les aciers au manganèse (structure austénitique) contiennent 14 % de manganèse.
Ils ont tendance à former des précipitations fragilisantes sous forme de
carbures.
Il est impératif de les souder sans préchauffage (même avec refroidissement
additionnel) et de limiter l énergie spécifique du soudage.
Préchauffage: aucun (éventuellement refroidir)
Traitement ultérieur: Aucun
Aciers inoxydables auténitiques
Les aciers inoxydables austénitiques ont une tendance à la fissuration à chaud
et doivent, par conséquent, être nettoyés et soudés à basse énergie spécifique
de soudage
Soudabilité: Attention à la formation de carbures de chrome dans les joints de
grains des aciers avec une teneur en carbone plus élevée que 0.04 %
Préchauffage: en général, sans préchauffage
Métal d'apport: % C = max. 0.04 %
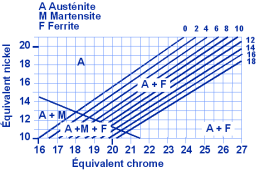
Diagramme de DeLong
Soudage: avec peu d'énergie spécifique de soudage
Traitement ultérieur: éventuellement recuit de mise en solution
Remarques: éviter l'huile et la graisse; nettoyer minutieusement après soudage,
utiliser des brosses en acier inox
Acier au chrome martensitiques
Soudabilité: limitée
Préchauffage: 250°C à 450°C (en fonction de la composition)
Traitement ultérieur: après refroidissement lent à 120°C (transformation
martensitique), recuit à 750°C ou traitement de trempe et revenu (1000°C/huile
+ revenu à 750°C).
Attention: formation de carbures de chrome entre 500°C et 650°C!
Hygiène et sécurité (soudage à l'arc)
voir chapitre sécurité
Wear-Management organise des formations intra-entreprises. Construites sur mesure,
ces formations sont dispensées au sein de l'entreprise sur des thèmes choisis par celle-ci.
Pour plus d'information ou des conseils techniques, n'hésitez pas à
nous contacter.
|
