|
Economisez par le soudage de réparation.
Un accès rapide aux procédures de réparation vous permet de réduire des pièces de rechange coûteuses et des coûts d'indisponibilité.

Virole porteuse, four rotatif: Les viroles porteuses sont soumis une usure sévère (fatigue de surface).
Les réparations sont effectuées par un soudage hétérogène
Procédés de soudage à l'arc - Taux de dilution
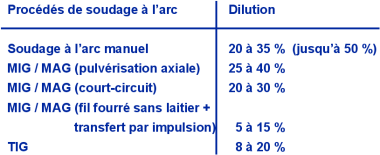
Procédés de soudage à l'arc courants pour le soudage de réparation
Le soudage hétérogène
Le soudage hétérogène est une technique appropriée dans le domaine du soudage de réparation.
Pour le soudage hétérogène, la dilution est un facteur très important. Il faut en tenir compte.
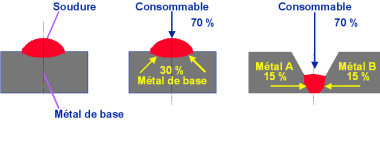
Dilution pour le soudage à larc manuel
Soudage de réparation des composants lourds en acier
Le diagramme Schaeffler
Le diagramme Schaeffler permet de prévoir approximativement la structure cristalline d'une soudure en acier hautement allié lorsque sa composition chimique est connue.
Les aciers fortement alliés contiennent des éléments d'addition comme Ni, Mn, Co, Cr, Si, Mo, Nb, W, V, Cu.
La somme des éléments d'addition dépasse 5 %.
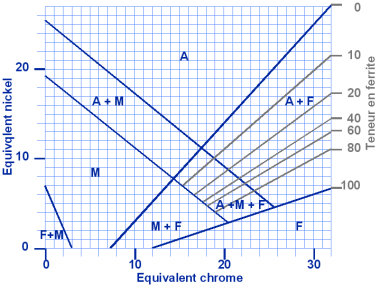
Diagramme Schaeffler
L'équivalent chrome, qui est la somme de la teneur en chrome et des teneurs en autres éléments alphagènes affectées de coefficients représentant leur influence comparée à celle du chrome:

L'équivalent nickel, qui est la somme de la teneur en nickel et des teneurs en autres éléments gammagènes affectées de coefficients représentant leur influence comparée à celle du nickel:

Fragilisation à lhydrogène, fissuration à froid
En général, les fissures démarrent sur un défaut physique de l'assemblage qui crée une concentration de contraintes par effet d'entaille, et elles peuvent ensuite de propager très rapidement dans toute la soudure (cordon et/ou zone affectée par la chaleur).

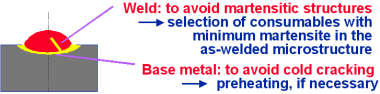
Fissuration à froid dans le métal d'apport
La martensite en présence d'hydrogène et de tensions mécaniques due aux effets du retrait est très sensible à la fragilisation à lhydrogène
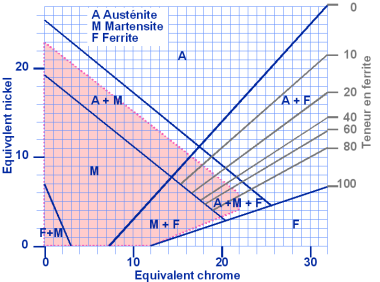
Diagramme Schaeffler, zone sensible à la fragilisation à lhydrogène
Les fissures se forment au cours du refroidissement en dessous de 200°C.
Fissuration à froid
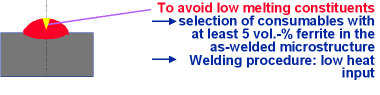
Fissuration à chaud
L'austénite a une tendance à la fissuration à chaud.
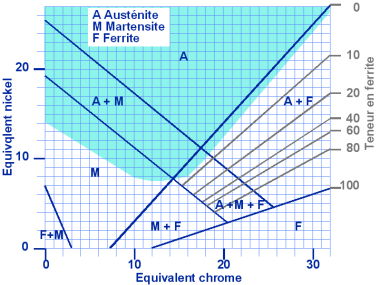
Diagramme Schaeffler, zone sensible à la fragilisation à chaud
La fissuration à chaud est due aux phénomènes de ségrégation à la solidification qui ont pour effet d'enrichir le liquide restant en certains éléments, à mesure que la solidification progresse et que les contraintes de retrait croissent.
Fissuration à chaud
Eviter l'huile et la graisse; nettoyer minutieusement après soudage, utiliser des brosses en acier inox.
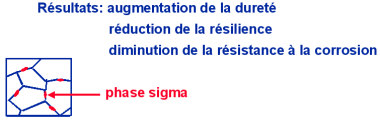
Fragilisation par formation de composés intermétalliques du type sigma
La formation des phases de type sigma est possible entre 500 and 900°C. La formation de phase sigma est favorisée par la présence dans l'acier d'une proportion élevée d'éléments alphagènes.
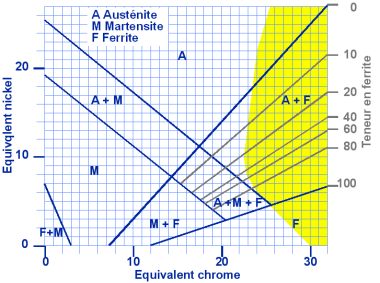
Diagramme Schaeffler, zone sensible à la fragilisation par formation de composés intermétalliques du type sigma
Fragilisation par formation de composés intermétalliques du type sigma
Soudage de réparation des composants en fonte grise
see chapter Fonte - Soudage de réparation
Hygiène et sécurité (soudage à l'arc)
voir chapitre sécurité
Wear-Management organise des formations intra-entreprises. Construites sur mesure,
ces formations sont dispensées au sein de l'entreprise sur des thèmes choisis par celle-ci.
Pour plus d'information ou des conseils techniques, n'hésitez pas à
nous contacter.
|
