Terminologie
- Projection thermique sans fusion (Projection à froid)
- Projection thermique avec fusion simultanée
- Projection thermique avec fusion ultérieure

Revêtement fusionné
Projection thermique sans fusion (Projection à froid)
Les procédés
- Projection de poudre à la flamme
- Projection de fil à la flamme / à l'arc électrique
- Projection au plasma atmosphérique (APS)
- Projection au plasma sous vide partiel (VPS)
- Projection au plasma sous vide partiel (VPS)
- Projection à la flamme à haute vitesse (HVOF)
- Projection à la flamme à haute vitesse (Detonation-Gun)
Projection de poudre à la flamme
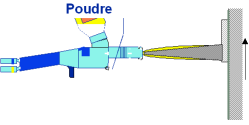
Projection de poudre à la flamme
La poudre est dirigée au centre de la flamme (acétylène / oxygène)
La poudre fusionnée dans la flamme est projetée sur la surface de la pièce à revêtir.
Projection de fil à larc électrique
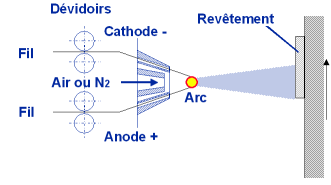
Torche
Les consommables sont deux fils métalliques pleins ou tubulaires: Ils sont dirigés au centre d'un
jet gazeux (air ou azote).
Un arc électrique est établi entre ces deux fils, bon conducteurs, pour fondre les consommables.
Le métal fondu est atomisé et projeté sur la surface de la pièce à revêtir.
Projection au plasma atmosphérique (APS)
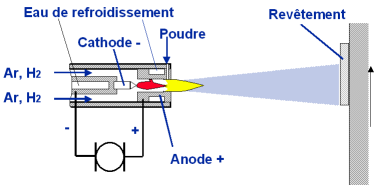
Torch plasma
Dans le domaine technique, le terme plasma désigne un gaz utilisé comme conducteur de l'électricité
par ionisation et dans certains cas par dissociation. Il est décrit comme le quatrième état de la
matière et ne s'apparente pas aux trois autres.
L'état de plasma est obtenu par la décharge d'un arc électrique de haute puissance entre une cathode
et une anode, à l'intérieur dune torche refroidie.
La poudre fusionnée est projetée sur la surface de la pièce à revêtir.
Projection à la flamme à haute vitesse (HVOF)
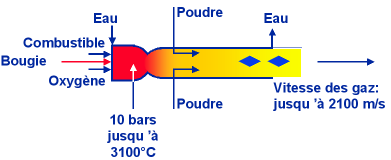
HVOF
Le carburant ou le gaz comburant et l'oxygène sont mélangés dans la chambre de combustion après
passage au travers dorifices calibrés.
La combustion est stable, uniforme et provoque une pression constante.
La forme et les dimensions de la tuyère d éjection permettent de réaliser un jet gazeux
supersonique et une zone à basse pression pour l'introduction radiale de la poudre.
La vitesse de sortie des particules est en relation directe avec la pression de la chambre de
combustion.
La poudre fusionnée est projetée sur la surface de la pièce à revêtir.
Procédure pour les pièces neuves (voir aussi les instructions du fabricant de l'équipement)
- Usinage
- Dégraissage
- Masquage
- Activation de surface
- Brossage, si nécessaire
- Dégraissage, si nécessaire
- Projection
- Usinage
Procédure pour réparer (Projection de poudre à la flamme)
- Dégraissage et nettoyage
- Préparation mécanique
- Préchauffage I ( 80 à 100°C, fontes 200 - 300°C/2h)
- Activation de surface
- Préchauffage II (Alliages ferreux: 50°C, alliages d'Al ou de Cu: 150°C)
- Projection
- Usinage
Sécurité et santé: Projection de poudre à la flamme, Projection de fil à l'arc électrique, HVOF et APS
voir chapitre sécurité
Projection thermique avec fusion
Les procédés
- Projection de poudre à la flamme
- Projection au laser
- Plasma à Arc Transféré PTA
Projection de poudre à la flamme avec fusion simultanée
La poudre est dirigée au centre de la flamme (acétylène / oxygène)
La poudre fusionnée est projetée sur la surface de la pièce à revêtir et fusionnée simultanément.
Projection de poudre à la flamme avec fusion ultérieure
La poudre est dirigée au centre de la flamme (acétylène / oxygène)
La poudre fusionnée est projetée sur la surface de la pièce à revêtir et fusionnée ultérieurement.
Sécurité et santé: Projection de poudre à la flamme
voir chapitre sécurité
Projection au laser
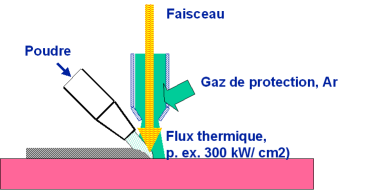
Projection au laser
voir version anglaise ou
allemande
PTAW
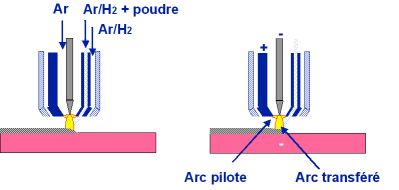
Torche PTAW
voir version anglaise ou
allemande
Wear-Management organise des formations intra-entreprises. Construites sur mesure,
ces formations sont dispensées au sein de l'entreprise sur des thèmes choisis par celle-ci.
Pour plus d'information ou des conseils techniques, n'hésitez pas à
nous contacter.
|
