Applications
Le soudage à larc manuel peut être utilisé aussi bien pour des assemblages que pour des revêtements protecteurs des pièces neuves ou pour reconstruire et réparer des pièces.

Soudage à larc manuel
Lélectrode enrobée
Pendant le soudage, lélectrode fond et forme le dépôt. L'enrobage forme un laitier qui protège le dépôt de l'oxydation.
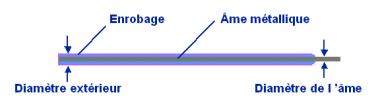
Electrode enrobée
Lenrobage est constitué de différents composants chimiques:
- pour protéger la zone de soudage
- pour une stabilité optimale de l'arc
- pour une fusion contrôlée
- pour assurer une parfaite solidification du dépôt
L'indication du diamètre d'une électrode enrobée se réfère en fait au diamètre de son âme métallique.
Les performances d une électrode enrobée pour le soudage de maintenance et de réparation
- Soudabilité en courant continu et/ou alternatif
- Soudage à l'extérieur
- Mobilité et facilité
- Amorçage facile
- Stabilité darc
- Transfert du métal dapport
- Fluidité du bain de soudage
- Soudabilité en position
- Enlèvement du laitier
- Apparence et forme du cordon
Caractéristiques des enrobages
| Code |
|
Type |
|
Caractéristiques |
|
|
|
|
|
| R |
|
Rutile/ base: oxyde de titane / épaisseur moyenne |
|
Bonne soudabilité, pénétration moyenne,
utilisable pour la position V. |
| RR |
|
Rutile/ base: oxyde de titane / épaisseur D / d > 1.55 |
|
Pour les positions F et H. |
| B |
|
Basique |
|
Le cordon a une bonne résistance à la fissuration / appropriée pour les pièces lourdes / pour toutes les positions / séchage des électrodes nécessaire. |
| C |
|
Cellulosique |
|
Pénétration profonde / toutes les positions / application typique: soudage des canalisations. |
Stockage des électrodes
L'endroit de stockage ne doit pas être humide (température constante de 15° à 21°C, électrodes basiques: 15° à 28°C).
L'endommagement de l'électrode peut être la cause des défauts de soudage.
Séchage des électrodes avant l'utilisation
voir les instructions du fournisseur
Préparation des pièces ayant déjà travaillé
- Pour des résultats optimaux, les pièces ayant déjà travaillé
sont à nettoyer et à préparer mécaniquement avant le soudage.
- Les pièces ayant déjà travaillé peuvent être endommagées. Certaines de ces pièces pourront mettre en
relief des fissures de fatigue thermique ou mécanique. Tous les résidus, les fissures, doivent être éliminés
avant le soudage.
- Les zones endommagées peuvent être enlevées par chanfreinage
ou meulage. Avant toute opération de soudage il est nécessaire deffectuer un contrôle des surfaces par ressuage.
- Les bords sont à arrondir par meulage, ce qui évite des surchauffes locales lors du soudage.
Paramètres de soudage
Choix des paramètres
- L'ampérage influence la vitesse de déposition et la pénétration (voir les instructions du fournisseur)
- Le voltage est ajusté par la longueur de l'arc:
- Arc long: voltage élevé
- Arc court: voltage réduit
- Pour le courant continu (d.c.), il faut respecté les indications de polarité (voir marquage sur l'électrode)
Lorsque l'on utilise des électrodes manuelles, la vitesse de soudage est un paramètre difficilement mesurable. Dans la pratique, la longueur du cordon par électrode est souvent considérée comme étalon de mesure pour déterminer la vitesse de soudage.
Ampérage
Si l'ampérage est trop élevé, les problèmes suivants peuvent se présenter:
- l'électrode surchauffe et l'enrobage est endommagé
- bain de fusion trop important
- bain de fusion insuffisamment protégé et formation des pores
- important cratère au bout de la soudure avec risque de formation de pores et de fissuration
- caniveaux
- projections
- laitier difficile à enlever
- lors d'assemblage: excès de pénétration
Si l'ampérage est insuffisant, les problèmes suivants peuvent se présenter:
- difficulté d'amorçage de l'arc
- arc discontinu
- fusion asymétrique de l'enrobage
- défauts de liaison et inclusions de laitier
- pores, soufflures
Vitesse de soudage
Si la vitesse de soudage est trop élevée, les problèmes suivants peuvent se présenter:
- la soudure peut être insuffisamment protégée par le laitier
- manque de fusion
- inclusions de laitier et formation de soufflures
- dans les assemblages soudés: pénétration insuffisante
Si la vitesse de soudage est trop lente, les problèmes suivants peuvent se présenter:
- inclusions de laitier
- dans les assemblages soudés: pénétration excessive
Longueur d'arc
Si l'arc est trop court, le problème suivant peut se présenter:
Si l'arc est trop court, les problèmes suivants peuvent se présenter:
- l'arc est interrompu
- l'absorption d'air provoque des porosités et des inclusions
- caniveaux
- manque de fusion
- projections
Retrait
Retrait transversal
Mécanisme:
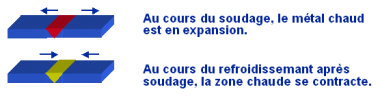
Retrait transversal
Le retrait transversal produit des tensions internes et des déformations plastiques dans la zone affectée par la chaleur.
Dans certains cas, ces tensions peuvent produire des fissures pendant ou après le soudage.
Comment peut-on contrôler le retrait transversal:
- En alignant bien les pièces à souder
- En prévoyant l'angle de retrait
- En réduisant le volume du chanfrein
- En soudant sans balayage
- En réduisant l'apport de chaleur
Retrait longitudinal
Mécanisme:

Retrait longitudinal
Le retrait longitudinal peut produire soit des fissures transversales, soit des fissures longitudinales par cisaillement. La vitesse de propagation des fissures est élevée.
Comment peut-on contrôler le retrait longitudinal:
Par un choix judicieux des séquences de soudage !
Wear-Management organise des formations intra-entreprises. Construites sur mesure,
ces formations sont dispensées au sein de l'entreprise sur des thèmes choisis par celle-ci.
Pour plus d'information ou des conseils techniques, n'hésitez pas à
nous contacter.
|
